
セミナーレポート第二弾はアムルット。10年ぶりに来日した、マスターディスティラーのアショク・チョカリンガムが務めます。
みなさんこんにちは。本日はお集まりいただいてありがとうございます。おそらく、みなさんはすでにウイスキーについてすでにかなりご存じのことと思います。ではどこから始めましょうか?インドのウイスキーについてよく知っているという方はどのくらいいらっしゃいますか?(挙手をお願いする)

ありがとうございます。ではまず少し歴史の方からお話ししようと思います。ウイスキーの歴史、アムルットの歴史を紐解いていきましょう。
インドウイスキーの歴史
インドのウイスキーの歴史、これについては、ここにいるロビン(ロビン・トゥチェック、ブラックアダー創業者)にも感謝しなければなりません。インドのウイスキーの歴史はイギリスのおかげなのですから。
インドのウイスキーづくりは、実は日本より早くから始まっていました。日本は昨年100周年を迎えましたが、インド最古の蒸留所は1835年に創業されました。まもなく200年にもなりますね。
そして、インドは世界最大のウイスキー市場なのです。年間のウイスキー生産量は3億ケース、これは他の蒸留酒を含めない、ウイスキーだけの数字です。どれだけのウイスキーが生み出されているか、お分かりいただけるでしょうか?
しかしインドと日本には共通点もあるのです。それはウイスキーの飲み方。ハイボールをたくさん飲むのです。インドはご存じの通り、1年のうちほとんどが暑い国です。だから爽やかなソーダで割って飲む。インドの炭酸飲料の生産量は6億ケース。ウイスキーのちょうど倍ですね。大半がウイスキーを割るために飲まれています。
アムルット蒸留所のこれまで

さて、アムルットの話に入りましょう。これがアムルット蒸留所です。アムルットとは、サンスクリット語です。5000年ほどの歴史を持つサンスクリット語で、「人生、生命の霊酒」という意味を持っています。
この建物で4つの蒸留酒を造っています。ひとつはもちろんウイスキー。そして、ウイスキーより早くから今でもラムを造っています。インドはブラジルに次いで世界2位のサトウキビの生産国でもあります。そしてブドウを使ったブランデーもウイスキー以前に製造を始めました。最後に、ジンですね。こちらは比較的最近です。
アムルット蒸留所は、1948年に創業しました。この写真の男性が創業者のラドクリシュナ N ジャグデイル氏です。元々は製薬業などの研究者でした。
1950年代にはラムの蒸留を始め、1970年代にブランデーの製造を始めます。それから1987年にシングルモルトウイスキーを造り始めました。
しかしこれはブレンデッドウイスキーのためのものでした。ブレンデッドウイスキーが非常に売れたので、とにかくたくさんのモルトウイスキーが必要でした。
その後、シングルモルトウイスキーをリリースしますが、これはインド国内ではなく、スコットランドで発表しました。
先に申し上げた通り、アムルットがウイスキーを造り始めたのは1987年。これはインドで最も古いわけではなく、最古のものは1937年にヒマラヤの山中に建てられた蒸留所です。おそらくアムルットの歴史はインドで5番目以内です。
ところでジャパニーズウイスキーは、国内よりも海外で有名ですね。もちろん日本国内でも知られていますが、海外では非常に人気が高くなっています。
これはインドも非常に似た状況ですが、私たちは戦略的にこれを行いました。インド国内ではなく、ウイスキーの本場であるスコットランドでシングルモルト発売を発表したのです。
そして、海外の様々な賞を受賞し、その後にインドでリリースしました。海外で評価が高まってから国内で発売、これは非常にうまく行きました。現在のインド国内では、アムルットシングルモルトの需要は、実際に供給できる量の4、5倍にもなっています。
こうして2004年にスコットランドでローンチして、2010年には「フュージョン」が高名なジム・マーレイのウイスキーバイブルにて世界3位の高い評価を獲得。そして現在では58カ国に輸出しています。
また、世界初の試みとして非常にユニークなのは、「スペクトラム」です。2015年に初めてリリースしました。これは、4種類の樽、アメリカンオークの新樽、フレンチオークの新樽、オロロソ シェリー樽、ペドロヒメネスシェリー樽の板をばらしてひとつの樽に組み直したもので熟成しています。これは現在でも限定的にリリースしています。
アムルット独自の製法
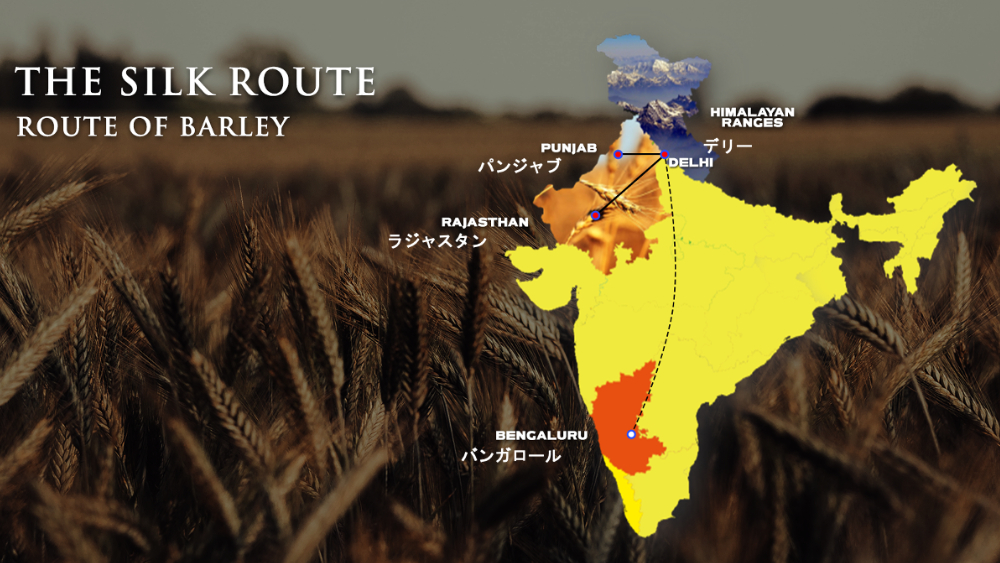
では地図で見てみましょう。これがインド全体で、バンガロールは南に位置しています。このエリアは気候がとても独特で、暑すぎることはないのですが、寒くなりすぎることもありません。私の肌の色を見てもお分かりですね、日差しが強いです。
そして、インドは大麦の生産量も非常に多いのです。私たちがシングルモルトの製造に使用する大麦の75%は国内、北西部産のものです。パンジャブ、ラジャスタンという2つの地域で主に大麦や穀物の栽培が盛んで、インドのパンかごと呼ばれています。この地域はかなり温度差が激しく、穀類の栽培に適しています。土地も非常に肥沃で、ヒマラヤからの雪解け水が流れ込んできています。私たちのいる南部では穀物はあまり育たず、サトウキビの栽培が中心です。
この地域で栽培される大麦には2種類あって、一つは六条大麦。もう一つは二条大麦です。それぞれに特徴のある麦ですね。六条大麦は生育が早く、アムルットのウイスキーはこちらを使っています。
先ほど75%がインド国内産と申しましたが、残りの25%はスコットランド産です。なぜかというと、インドにはピートがないので、スコットランドでピートを焚いた麦芽を輸入して使用しています。これはアバディーン州のピートを使ったもので、アイラなどのピートではありません。
そして水。私たちは蒸留所の近く、湖のそばに10エーカー(約4万㎡)ほどのココナッツ畑を所有しています。ここに井戸を掘って水を汲み上げています。インドでは工業目的で川や湖から取水することが禁じられているので、このような方法をとっています。この水はとても柔らかく、硬度80くらいです。

こちらがスティルハウスです。2018年に新しく建てた新しい棟です。ここには初留機、再留機がひとつずつ。手前にあるのが初留機、後ろにあるのが再留機です。初留機はオニオン型、再留機はランタン型ですね。ポットスティルは蒸留所全体では3基ずつあります。3組の蒸留機から、現在のところ毎日3000Lのニューメイクスピリッツを生み出しています。出来上がったスピリッツは約74%で、加水をして62.8%に下げて樽詰めしています。
ラインアームは上向きになっており、軽やかなタイプの原酒を製造できます。原酒はスティルの形にも大きく左右されますので、私たちは静岡蒸溜所のウイスキーは造れませんし、静岡蒸溜所もアムルットのウイスキーは造れません。シングルモルトが蒸留所によって大きく異なるのはこのためです。もちろん樽の影響も大きく、一概にどの要素がどの味やアロマを作るかは言えませんが、複合的な要素が組み合わさって、それぞれの蒸留所の個性が生まれています。
インド特有の熟成-驚きのエンジェルズシェア
さらに、アムルットの大きな特徴は熟成です。蒸留所は海抜900mのところにあり、夏の最高気温は約40℃、冬の最低気温は約17℃。一番寒かった記憶では、9℃くらいですね。しかしどんなに寒くても数時間で、日中は25℃くらい。だから今日ここはとても寒いです! 3枚重ね着しています。(笑)
そして湿度も大変重要です。年間の平均湿度は40%くらい。今現在バンガロールでは27%くらいでしょうか。1月から3月くらいが最も乾燥します。しかし気温は34℃くらいあります。温暖化の影響で、年間を通じて気温はやはり上がっていますね。日本もそうですよね?
貯蔵庫の中と外でも大体6℃くらい違います。夏にはずっと貯蔵庫にいたいと思ってしまいます、それほど涼しいです。

そのような気温なので、エンジェルズシェアもかなり高く、スコットランドでは年間平均2~3%ですが、バンガロールでは12~16%にもなります。
私はアムルットには、スコットランドとケンタッキーの「ミッシングリンク(見えない鎖)」があるように感じています。ウイスキーの造り方はスコットランド式の古典的なシングルモルトの製法。しかし熟成環境については、ケンタッキーのバーボンが近いと思っています。
それには湿度が深く関係します。バンガロールでは年を経るごとにアルコール度数は上昇します。スコットランドでは下がり、ケンタッキーでは上がります。これは乾燥した環境のため、樽の中の水分が失われるからです。樽の中は目減りしていきますが、水分が失われているので、アルコール分は逆に濃くなっていきます。アムルットの場合、1年で度数は約1%上昇します。62.8%で樽詰めした原酒は、1年後には63%前後になり、2年後には64~5%になります。
このような環境では熟成が早く進むので、単純に年数でスコッチウイスキーと比較することができません。私たちのウイスキーはほとんどノンエイジですが、例えば5年や6年と記載すると、スコッチに比べてとても短く見えてしまう。しかし実際ブラインドでテイスティングしてみると、インドでの4年ものはスコットランドでの11年ものと同等の熟成感が感じられます。お客様に余計な先入観を持たせないためにも、年数表記をしていないのです。
しかしそのような環境は、私たちが変えようと思って変わられるものではありません。自然に逆らうことなく、その与えられた環境で最も良いウイスキーを造っていくことが重要だと思っています。
テイスティングアイテムの紹介
さて、では今日ここには4種類のウイスキーのサンプルがあります。

インディアンシングルモルト、フュージョン、ピーテッド、そして特別なマスター・ディスティラーズ・リザーブです。
インディアンシングルモルトは、私は朝食のウイスキーと呼んでいます。いつでも気軽に楽しめる、軽やかでフルーティーなタイプです。朝、ベーコンやソーセージなどを食べるのであれば、ぜひ一緒に飲んでみてください!実際、私はポリッジ(オートミールのおかゆ)に少しこのウイスキーを落とします。穀物のフレーバーや甘さが際立ち、バニラやシトラスの風味も加わってとても美味しくなりますよ!
フュージョンは、アムルットのスーパースターです。年間生産量は50万本ですが、世界各地からその4倍にあたる200万本の注文をいただいています。残念ながら、とてもそこまではご提供できませんが。
先ほどのインディアンシングルモルトは100%インド産の六条大麦で造ったもので、後で紹介するピーテッドはスコットランド産大麦を100%使用したもの。これはその両方をフュージョン(融合)したものです。こちらのピーティーさはごくわずかで、ライトリーピーテッドタイプになります。そのピート感が程よいからこそ、世界中で親しまれているのだと思います。50%というアルコール度数や価格も、バランスが良いですね。
次はピーテッド。こちらはスコットランド産の二条大麦だけを使用しています。インディアンシングルモルトと比較してみてください。しっかりしたスモーキーさが感じられます。
最後に、マスターディスティラーズ・リザーブ。
これは2樽のみ、私が選んだものです。1樽では足りなかったので。世界560本限定です。地元のブルワリーがスタウト(黒ビール)を熟成した樽を使用しています。最初にテイスティングした時、とにかくその素晴らしさに恋に落ちました!
駆け足でのセミナーでしたが、アムルットについてご理解いただけたでしょうか?
今回ご紹介したもの以外にも、ユニークなウイスキー、ラム、それにジンも日本でお試しいただけます。ぜひいろいろと楽しんでみてください。
ありがとうございました!





